

产品中心
EVA / 离子性中间膜 - 让玻璃加工更简单

IPL 高强度离子性中间膜
关键词:
IPL 高强度离子性中间膜

产品基础信息
名称:高透离子性中间膜
品牌:至诚朗明
成分:乙烯与甲基丙烯酸脂离子共聚物
MOQ:常备库存,无起订量要求
透明度等级: HT
产品厚度:0.76
型号: IPL-HT
0.38标准克重(g/㎡):360
流动指数:10-16
UV阻隔380nm:是
保质期:12 个月(未开封)
包装规格 :真空袋 + 防震膜 + 复合牛皮纸
IPL主要成分产品特点
品名:离子性中间膜,Ionoplast Interlayer,简称IPL
成分:乙烯与甲基丙烯酸酯离子共聚物
至诚IPL高强度离子性中间膜是采用乙烯与甲基丙烯酸脂离子共聚物及多种助剂混炼而成,其夹胶玻璃具有高透明度、机械强度高、抗冲击性能好以及达可抵御飓风和高台风等级的特点,IPL离子性中间膜夹胶玻璃是目前国内安全性能最高的玻璃。
特点
硬度是传统PVB材料的100倍;
抗撕裂强度是传统PVB材料的5倍;
泛黄指数低于1.5;
紫外过滤,自然耐候试验无缺陷;
边部稳定性高,与结构胶兼容性良好;与金属的高强度粘接能力。
建议应用范围
需要较高的抗冲击性能和承载能力全玻璃结构的建筑物,如:玻璃地板、玻璃栈道、水族馆;
对安全系数有高要求的聚集性场所,如:运动场、广场、商业中心;
太阳能幕墙、超高层建筑、大型公共幕墙建筑安全玻璃以及防冰雹、抗飓风和台风的建筑物;
超大尺寸建筑玻璃和大跨度采光顶以及珠宝展柜、银行前台等展销服务安保场景应用。
产品规格

产品性能参数
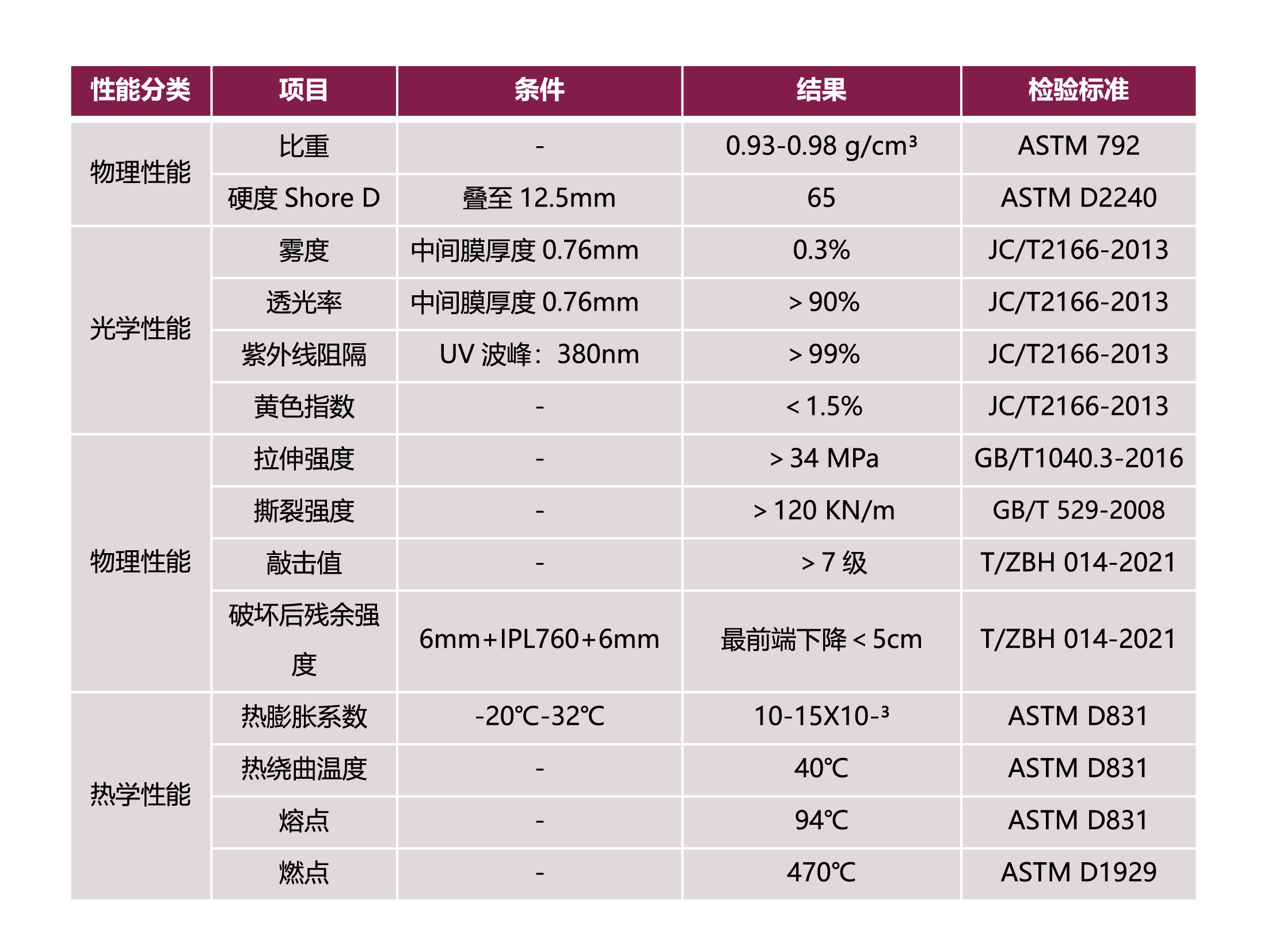
产品保质期:24 个月
加工工艺要点及注意事项
IPL 离子性中间膜取片使用
1. 用刀将包装袋从一条长边划开,轻轻抖动后取出 IPL 膜。在取出和使用过程中,操作者必须戴上不起毛的手套和穿好防尘防静电服,避免由于 IPL 膜产生的静电吸附杂质后造成夹层玻璃内脏。
2. 材料出厂交付之时,SuperSafeGlas 材料是非常干净, 然而材料表面附着静电,如在合片前不进行清洁,可能会导致表面吸附污染物。 在合片前推荐进行最后的清洁步骤,特别是在胶片被裁切或修剪过的情况下。清洁可用下列方法之一进行:粘辊(例 TeTeknek),离子化的空气吹洗,不起毛的布擦拭
3. 在不连续生产时,要将 IPL 膜包装袋用胶带或热封口机密封,避免 IPL 膜暴露在环境中吸收水分而导致粘结性能降低。
4. 建议每次生产前对 IPL 膜的含水率(采用热失重法)进行测试,确保所使用的膜的含水率小于 0.2%。
辊压工艺控制
1. 上片工要对来料玻璃的锡面进行确认,保证夹层玻璃的结构为空/锡/IPL/锡/空。由于 IPL 膜与玻璃的粘结方式是以离子键的形式进行粘结的,所以将玻璃锡液面合到夹层玻璃内部能够提高玻璃粘结强度,进而提高使用寿命。
2. 保证清洗机中水的质量(有条件情况下采用去离子水),尽可能避免玻璃清洗后仍残留有机物等杂质,一方面,避免污渍降低 IPL 与玻璃的粘结力;另一方面,避免夹层产品内脏。
3. 生产钢化夹层玻璃时,要严格控制钢化玻璃的平整度(弓形和波形)及两片玻璃的吻合度,提高边部的封边质量。
4. 合片前,工人要用胶粘辊清洁 IPL 膜上各种杂质,包括 IPL 膜本身夹带的杂质、吸附上的杂质、人为不注意落上的杂质等。
5. 切割 IPL 膜时,可用壁纸刀沿着模板划出一道轮廓线,然后沿着轮廓线的划痕将 IPL 膜撕开。
6. 由于设备条件各不相同,所以最佳的温度以及辊轮速度的设定也不一样。对于每一个夹层玻璃加工厂商来说,线速度取决于辊压过程的温度和从辊压炉中出来后玻璃的外观。 辊压温度取决于多方面因素,例如玻璃厚度、玻璃镀层、加热炉类型和参数设定以及生产线的条件,例如输出功率和波长,对于红外线加热炉和对流加热炉来说是大不相同的,这是由于 IPL 在红外线波长范围内的吸收率较玻璃高。以下的建议可以作为 IPL 材料夹层玻璃的初始设定,为了获得更好的预压品质,在实际操作中,这些参数可能需要做适当的调整,辊压加工工艺参数,如下:
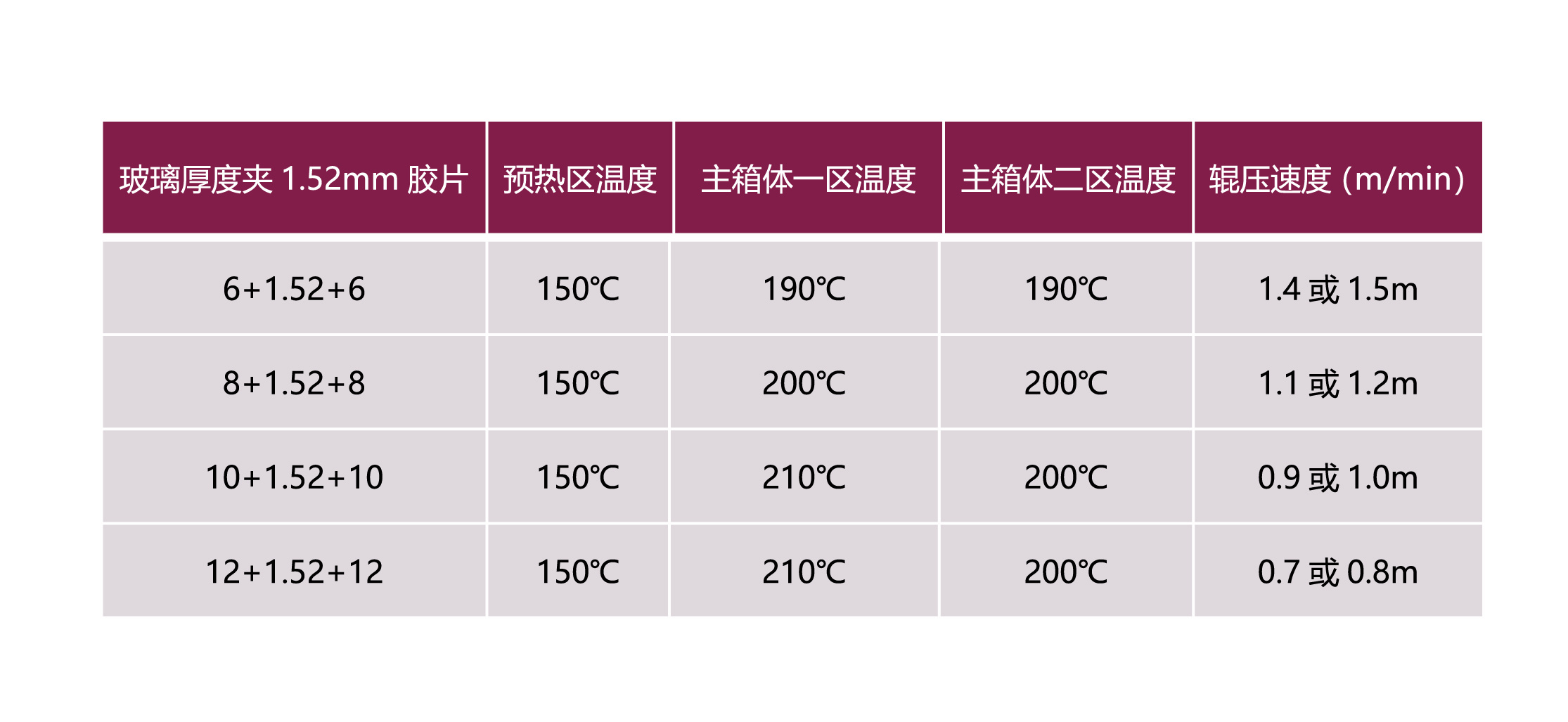
参考条件:
辊压后玻璃表面温度:63 土 8°C.由辊压出口玻璃边部温度来设定辊轮速度,同时观察预压的效果,最佳的预压效果是玻璃四周完全封边(沿玻璃周长方向)。
封边宽度(沿四边的透明区域)至少达到 2cm。预压后,玻璃四周边应该是透明的,整块的玻璃内部应该是雾状半透明,最佳的预压温度应在推荐温度范围的靠近低者为宜。
关于玻璃表面温度,对流加热炉倾向于从中值温度向较高的温度调节,整体的效果应达到差不多接近透明的效果。红外线炉则是从中值温度向较低的温度范围调节。
如果在预压后的边部能够看见一条线上分布的截留空气气泡,这很有可能就是预压温度太高而导致的过早封边。
辊轮压力和开合:
比夹层玻璃的公称厚度少 3mm(针对退火玻璃)-对于辊道波纹明显的钢化玻璃有时需要减少压辊间距-压辊的压力应在 75psi 或更大一如果有玻璃滑移的情况出现,则应该分开第一道辊轮,不参与运作。
7. 对于各类涂层(彩釉面、阳光膜面合 Low-E 膜面等)和 IPL 膜接触合成夹层玻璃时,要进行相容性试验和粘结性能试验等来判定产品的可加工性及质量。
8. IPL 膜由于硬度大,其在单层(注意:多层使用时需用高温胶固定上下片玻璃,不然容易造成玻璃错位)使用时,通常不需要第一对压辊的预压而只用主加热炉后面的第二对压辊。
9. 第二对压辊的间隙可比玻璃的公称厚度小 3mm,夹层玻璃出第二对压辊的表面温度应在 60±3℃,辊轮速度可以根据玻璃表面温度、玻璃预压后的封边情况进行调整。
10. 预压后,玻璃在堆放架上的摆放间隙至少为玻璃的公称厚度,同时,不建议用金属棒作为间隙物,这样会影响玻璃间正常的空气流动,导致玻璃不均匀的加热和冷却,并且还会导致玻璃板面受力不均,产生光畸变。
11. 高压釜的保温温度不低于 135℃,保温时间不低于 80min,工作压力 12~14bar,排气温度不高于 42℃。
抽真空工艺
虽然采用真空环或者真空袋工艺生产速度较慢,而且比较花费人工,然而相比较传统的辊压工艺 , 可以得到更佳的产品成品率,特别是有关气泡方面的缺陷的成品率。对于较大面积的钢化夹层玻璃或者多层结构的夹层玻璃,推荐使用抽真空的方法进行加工。真空袋可以使用一次性的或者是可以重复利用的系统。一次性真空袋是根据夹层玻璃的尺寸,手工制作的。
需要在塑料袋内部夹层玻璃边部周围围使用透气包条,以便于夹层玻璃的气体完全排除干净。如果发现有 IPL与透气材料发生粘连,可以考虑在两者之间夹入透气分离薄膜。需要注意的是, 所有用于高压釜内的材料都需要耐高温。
冷抽时间应该至少超过 10 分钟。热抽温度的设定应该是基于夹层玻璃的预压外观。为确保夹层玻璃更好的达到排气效果,建议根据不同的玻璃配置及预压外观设置热抽(高压釜加温到一定温度恒温不加压的情况下恒温一定的时间进行抽真空)温度和热抽时间,然而,如果需要,夹层玻璃可以不通过预压操作,而是在高压过程中直接使用月真空,这样可以减少操作和运行时间。
抽真空工艺概要总结:
必须总是采用 ATTA 结构来进行合。对于多层结构玻璃,尽量采用最多锡面与 IPL 接触相合的结构。对于异型或有孔结构的项目,需要考虑玻璃的方向,在钻孔,切割,钢化时等阶段就必须考虑在夹层工艺时需要采用的 ATATTA TA 结构。
如果不得不使用空气面相对 IPL 时,必须在空气面上使用粘结促进剂。 根据夹层玻璃的尺寸,以及玻璃的扭曲以及 IPL 的厚度,在裁切 IPL 时考虑多留 5 毫米的边伸出玻璃的长边与短 边外,这样在高压釜阶段会减少胶片流入而导致“缺塑“的可能缺陷产生。
为最大限度地提高抽气效果,透气材料需要使用在整个边部以及完全覆盖孔的区域。同时,强烈建议用高温胶带将透气材料完全固定在玻璃上。避免透气材料在抽真空时被抽到玻璃夹层里面去。
对于大尺寸的玻璃,需要使用较多的抽头来提高抽气效果。
为达到良好的抽真空效果,需要提高真空度。建议真空度大于 71cmHg(93%真空度或948mbar)。
对于大的多层夹层玻璃结构,高压釜前的冷抽时间至少保持 60 分钟。
对于大的多层夹层玻璃结构,高压釜阶段的保温温度为 135 摄氏度,并且最少保持 60 分钟到90 分钟(或者根据总的夹层玻璃的厚度适当延长保温时间)。
高压釜工艺
控制和跟踪高压的工艺过程是生产出高品质 IPL 材料夹层玻璃的重要因素。 高压釜参数包括预压条件,保温时间,保温温度和冷却速度都会影响到最终夹层玻璃的光 学和物理性能。高压釜中的夹层玻璃在预压前,在插架上玻璃之间的距离至少要达到 30mm。不推荐使用金属棒或者木制间隔块,因为其会在冷却过程中影响玻璃间正常的空气 流动。局部压力应该尽量减小,可以通过将压力分散到较大面积来实现,不可以直接把夹层玻璃靠在垂直堆放架上。
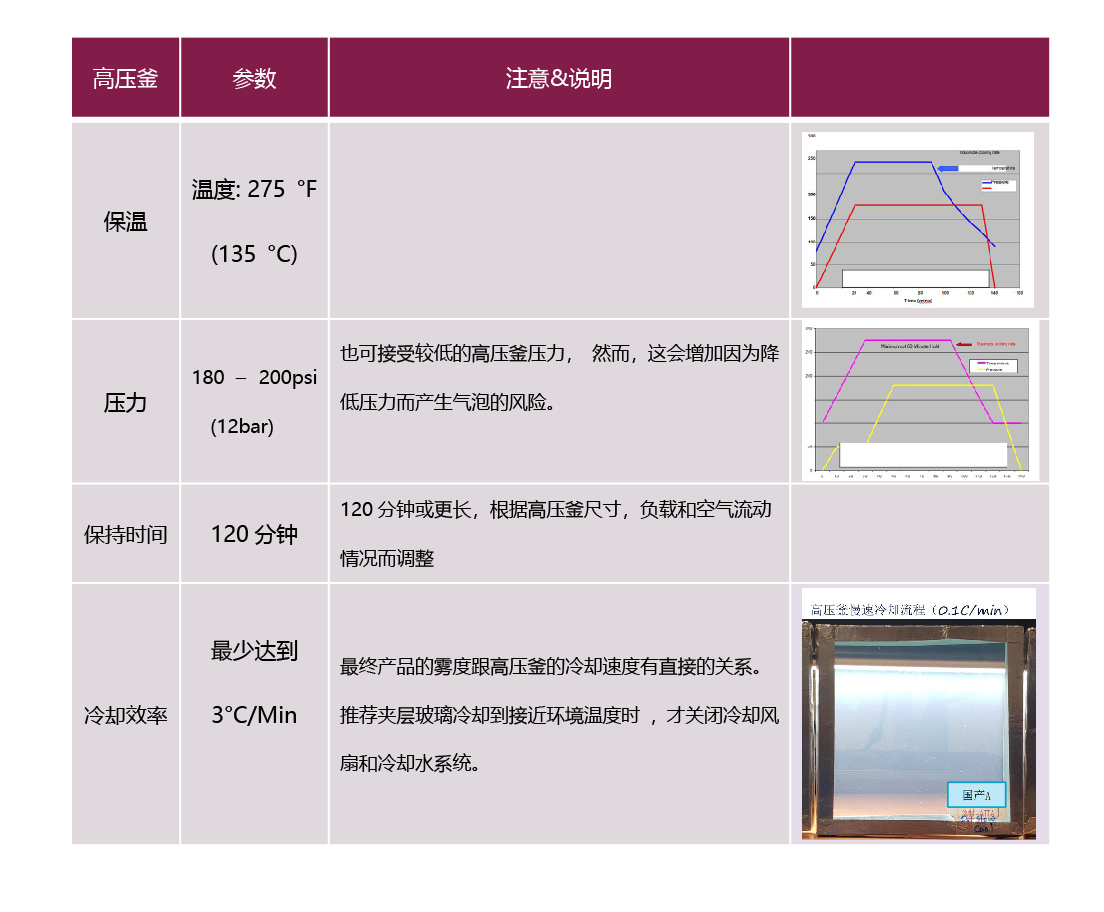
对于不同的尺寸玻璃、加热、冷却速度和整体加工效率,不同高压釜具有很大的不同性。我们推荐的保温温度是 135°C。高压釜保温时间必须足够长,这样才能保证夹层玻璃达到期望的温度和必需的时间,从而确保足够的粘结力。我们推荐最少的保持时间为 2 小时。如果未能保证足够保温保压时间,夹层玻璃虽然可以获得比较好的外观效果,但是粘结力会降低,这是由于玻璃和中间膜之间的结合不充分造成的。最终产品的雾度同高压釜的冷却速度有直接的关系。冷却速度越快雾度越少。
为了确保合适的冷却速率,建议如下的操作:使用合适尺寸的风扇;使用足量的冷却水以确保最大限度的热交换;在日常操作中使用足够功率的散热器。如果生产出雾度很高 的夹层玻璃,可以通过再次进入高压釜过程,然后升温,并且快速冷却,来达到减少雾度的目的。
推荐的高压釜参数如下:
使用粘结促进剂的场合以及使用的注意事项, 在任何情况下,当胶片于玻璃的接触面为非锡面时,则必须使用粘结促进剂。
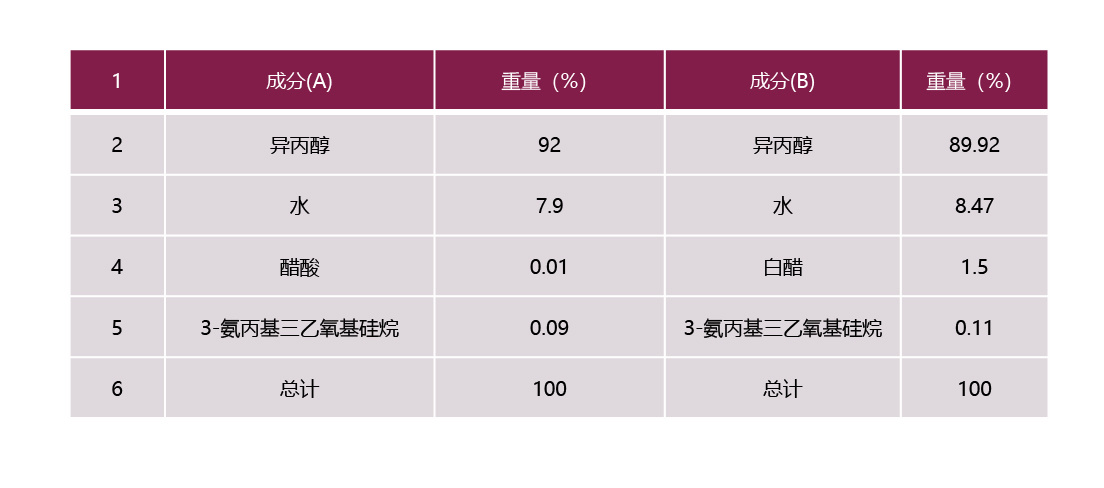
5采用第二种改良配方,要确保异丙醇和白醋的纯度高,并且不含其他添加剂成分。溶剂在配置完成 24h 后才能使用,存放塑料或玻璃密闭容器中,做到隔绝热源及明火,保存期为 4个月。
粘结剂的使用方法
先用喷雾器在玻璃表面喷洒,然后用干布抹匀。
将粘结剂蘸到无尘布上,然后用该布擦拭玻璃表面。
使用专用溶剂擦拭设备将粘结剂均匀涂在玻璃表面。
注意:不要涂抹过多的粘结剂,粘结剂过多反而可能导致粘结力下降,涂抹后请立即合片操作,涂抹过程必须在洁净的合片室内操作。
辊压法生产存在的主要质量问题及解决办法
脱胶、气泡及煮沸试验失效表现现象为脱胶、气泡或煮沸试验时失效。引起的原因胶片含水率超标造成夹层中间有水分或气泡,辊压或真空排气不充分、高温高压参数或时间不足等。处理方法首先保证胶片含水率,造成胶片含水率偏高的原因主要有胶片本身的含水率偏高、胶片存储环境湿度偏高、存储时间过长、存储时密封不良等,需要定期检查胶片含水率、保证仓储和合片室环境。对于生产过程中由于辊压和真空除气不充分、过早封边造成夹层玻璃中的水分和空气留在夹层玻璃中,要及时调整辊压和真空除气的参数,如温度、压力、线速度、抽气时间和真空压力,保证良好的除气、封边效果。
缩胶由于 IPL 膜加热受压后会铺展,所以一般不会出现生产 PVB 夹层玻璃时,合片人员因为切膜角度、力量不当造成的预压后缩膜。IPL 膜夹层玻璃边部余膜的去除工作易在预压后一段时间内进行,因为刚出压辊时 IPL 膜较软,此时去除容易造成一定程度的缩胶。
高雾状表现现象为胶片夹层玻璃成品透明度减弱,即出现高雾状;引起的原因为高压釜降温冷却速度太慢或不均匀;方法一,是玻璃车上的玻璃之间要有一定的间隔,使所有玻璃均可以得到均匀的加热和冷却;方法二,是检查高压釜内的冷却风机转速、通过冷却器冷却水的压力、流量足够大,温度足够低保证散热器有足够的冷却功率。对于已生产的高雾度玻璃可以再次进入高压釜升温后快速冷却达到减少雾度的目的。
杂质因为 IPL 膜受摩擦后产生静电,这就会使胶片上吸附各种杂质(IPL 膜本身可能也存在杂质),这些杂质虽然不会对玻璃的使用寿命产生影响,但却极大地影响了外观质量,所以这类缺陷虽然不是工艺难题,却是生产 IPL 夹层玻璃不容忽视的一个重要控制点。 局部彩虹表现现象为 IPL 膜夹层玻璃出现局部肉眼可见的彩虹;引起的原因为在高压釜中进行高温高压处理时玻璃受到的局部压力过大、不同位置的胶片出现不均匀的厚度和残余应力而产生的光畸变;处理方法在玻璃车上正确放置玻璃和玻璃分割衬垫物,避免玻璃产生不均匀的压力。
储存及运输
- 温度低于25摄氏度,湿度低于30%;
- 避免阳光直射,防水防潮,远离热源,不可挤压;
- 未使用完的胶片请进行真空妥善保存,建议在下次使用前制作面积不少于0.5㎡的样品 玻璃,以确认产品质量;
- IPL高强度离子性中间膜材料应当成卷存放在真空防潮袋内,以卷形式供货的IPL中间层材料,可以存放在常温范围内,但拆开真空防潮袋包装后应尽快使用,未使用的产品应 及时密封包装并放在恒温恒湿房里。
- 建议自购买之日起二年内将所购中间膜使用完毕,以尽可能避免发生性能下降
在线反馈
* 注意: 请确保信息填写准确,并保持沟通顺畅。我们会尽快联系我们你
